В Пермском Политехе нашли способ улучшить обработку деталей авиадвигателей
Авиационная промышленность России сегодня стремится к ускоренному производству большого количества отечественных газотурбинных двигателей, характеристики которых не уступают мировым аналогам. Повысить производительность возможно с помощью новых технологических внедрений. Одной из наиболее трудоемких частей авиадвигателя являются газотурбинные лопатки. Во время эксплуатации они подвергаются высоким температурам, поэтому для охлаждения в них делают множество маленьких отверстий. Процесс считается трудоемким из-за особенностей их геометрии. Ученые Пермского Политеха разработали программу, которая повышает качество и точность перфорации лопаток газовой турбины. Ее применение в современных станках с ЧПУ повышает скорость и эффективность обработки отверстий, снижает риск разрушения их кромок. Разработка укрепляет технологический суверенитет российской авиации.

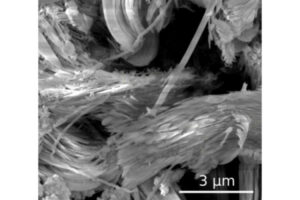
Вид фактического скругления кромок отверстий лопаток турбин. Автор фото: Михаил Песин
Статья опубликована в сборнике «Современные тенденции развития инструментальных систем и металлообрабатывающих комплексов», 2024. Исследование выполнено в рамках программы стратегического академического лидерства «Приоритет 2030».
Лопатки турбин высокого давления в эксплуатации испытывают большие силовые и тепловые нагрузки, поэтому они отливаются из жаропрочных никелевых сплавов. Для их охлаждения во время работы используют малые отверстия диаметром 0,5-0,8 мм, через которые подается сжатый воздух. На кромках отверстий концентрируются сильные напряжения, приводящие к быстрому разрушению детали. Чтобы исключить такие ситуации, кромки немного скругляют, значительно снижая напряжения.
На данный момент скругление выполняется на станках методом электроэрозионного фрезерования, когда по заданной программе электрод производит отверстия с помощью электрических разрядов. Но для достижения максимального эффекта охлаждения их формируют более сложной формы, из-за чего обеспечить точные координаты расположения отверстий тяжело.
– Современные многоосевые станки с числовым программным управлением (ЧПУ) представляют собой уникальное оборудование, которое выполняет операции скоростного электроэрозионного сверления отверстий диаметром до 3 мм в лопатках. Использование мультиэлектрода, а также автоматическая замена инструмента сокращают время выполнения операции и повышают качество обработки. Но существующая управляющая программа имеет упрощенный алгоритм расчета координат, из-за чего обработанные кромки не всегда соответствуют требуемой форме. Подобные отклонения могут нарушать качественное охлаждение лопаток, – объясняет доктор технических наук, декан механико-технологического факультета ПНИПУ Михаил Песин.
Ученые Пермского Политеха разработали математическую модель геометрии скругления кромок отверстий и алгоритм построения траектории обрабатывающего инструмента. На их основе спроектировали новую управляющую программу, которая учитывает сложную криволинейную поверхность лопатки газовой турбины и автоматически рассчитывает коррекцию координат согласно реальному объекту.
Политехники отмечают сложность написания подобных программ для электроэрозионных станков. Помимо корректного скругления кромок отверстий, в процессе обработки необходимо поддерживать постоянный зазор между деталью и электродом. Размерный износ инструмента непосредственно влияет на точность обрабатываемой геометрии, поэтому в программе должны быть предусмотрены функции его вычисления и компенсации.
Проверка разработанной программы ученых ПНИПУ показала, что она точно, без отклонений рассчитывает геометрию скругления и траекторию движения инструмента. Она эффективна для последовательного расчета координат во время обработки отверстий лопаток газовых турбин и может быть успешно интегрирована в систему ЧПУ на отечественных авиационных предприятиях.
Источник информации и фото: пресс-служба ПНИПУ
Автор фото: Михаил Песин
Источник: scientificrussia.ru